- Panyu District, Guangzhou, Guangdong, China
- 2044, 2nd Floor, Yayun Avenue, Dalong Street
- whatsapp:
- +86 13265357928
Unilateral or Bilateral: An In-Depth Exploration of Specification Limits and Control Limits in SPC Analysis and Their Impact on Metrics
In Statistical Process Control (SPC), specification limits and control limits are two core concepts. Although they both play important roles in quality management and process monitoring, they differ in their definitions, sources, and applications. This article will explain these two concepts in detail and mainly discuss their potential to be one-sided or two-sided, as well as their impact on SPC metrics.
Specification Limits
Specification limits are the acceptable range of product or process characteristics specified by customers, design specifications, or industry standards. They define the quality requirements that a product or service must meet. Specification limits typically include the Upper Specification Limit (USL) and Lower Specification Limit (LSL), used to assess whether the product meets the expected quality standards. If product characteristics exceed the specification limits, they are considered nonconforming.
Specification limits can be one-sided or two-sided:
- If the concern is only whether a characteristic value is not less than a minimum value, only the Lower Specification Limit (LSL) is set.
- If the concern is only whether a characteristic value does not exceed a maximum value, only the Upper Specification Limit (USL) is set.
Control Limits
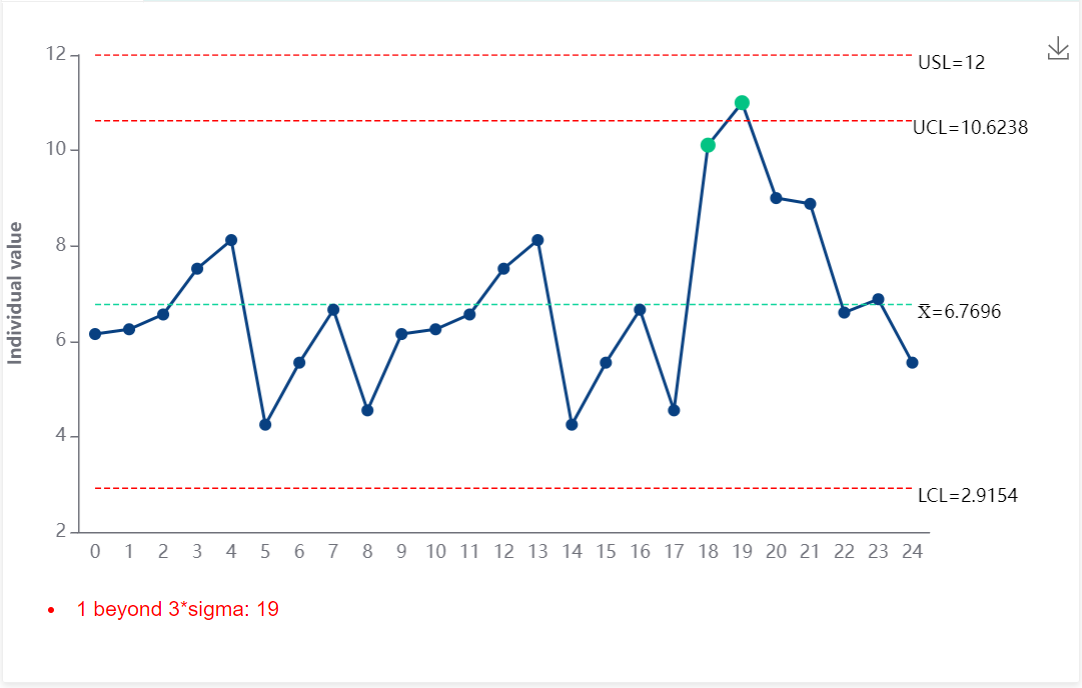
Control limits are derived from the statistical analysis of process data and are used to monitor process stability. Control limits typically consist of the Upper Control Limit (UCL) and Lower Control Limit (LCL), reflecting the natural variation range of most data points in a process under normal conditions (normal distribution).
Control limits are usually two-sided because their primary function is to detect process stability and abnormalities. The calculation of control limits is typically based on the 6σ principle under a normal distribution, where data points within the 3σ range are considered normal process variations, and data points beyond this range are considered abnormal signals (under a normal distribution, the probability of exceeding the control limits is less than 1%).
Regardless of whether the specification limits are one-sided or two-sided, control limits are used to determine process stability and should include both upper and lower control limits to assess stability.
For example, even if the specification limit only requires the characteristic value to be greater than a minimum value (e.g., greater than 100), control limits will still be calculated based on the data (e.g., UCL = 200, LCL = 50):
The role of UCL and LCL: The Upper Control Limit (UCL) and Lower Control Limit (LCL) are used to detect abnormalities in the process. If process data points exceed these control limits, it indicates potential process anomalies that require further investigation. Even if a data point greater than 200 is acceptable based on the specification limit (as long as it is greater than 100), it may indicate process instability according to the control limit (UCL = 200), prompting further investigation into the cause of this anomaly.
Abnormality and Stability: Even if the process characteristics meet the specification limits, significant process variation (e.g., data points exceeding UCL or LCL) may indicate process instability. Control limits help identify this potential instability.
If the specification limit is one-sided (e.g., only LSL), control limits will still be two-sided. Exceeding the control limits will still trigger alarms, but data points exceeding LCL should receive particular attention, while data points exceeding UCL can be analyzed or ignored as needed.
Impact of Specification Limits and Control Limits on SPC Metrics
When the specification limit is one-sided, it affects certain SPC metrics, especially those related to capability indices such as Ca, Ppk, and Cpk.
Ca (Capability Index) measures the degree of deviation between the process mean and the specification center. For one-sided specification limits, Ca cannot be calculated due to the lack of a reference center value.
Ppk and Cpk measure process performance and capability. For one-sided specification limits, Ppk and Cpk calculations only consider the direction of the existing specification limit. For example:
- Only USL:
- Only LSL:
- Only USL:
In these cases, one-sided specification limits only assess process capability in one direction, potentially leading to an incomplete evaluation of the process. Particularly with one-sided specification limits, it is essential to use two-sided control limits to monitor process stability comprehensively.
- What If Subgroup Sizes Are Not Fixed?
- Invisible Variations That Define Yield :Practical Applications of SPC in Semiconductor Manufacturing
- Simple SPC 4.0 – Detailed Product Overview
- Simple SPC 4.0 Official Release
- Using data to safeguard safety: Application practices of SPC in the pharmaceutical industry
- How can risks be identified in advance in automobile manufacturing? — Sharing SPC application practices
- Innovative Practices and Applications of Web SPC Systems
- Should Manufacturing Companies Still Implement SPC Amid Economic Downturn and Poor Business Performance?
- What should we do if the customer requires the immediate implementation of SPC process control during a factory audit?
- Simple SPC has been recognized for the third time as the "2025 SPC Statistical Process Control Software of the Year" by China SoftWare Home.
- Giving SPC AI Wings: DeepSeek Enhancing Efficiency and Depth of Quality Management
- AI-Enhanced Statistical Process Control (AI-SPC): Revolutionizing Quality Management in the Era of Smart Manufacturing
- General-Purpose Artificial Intelligence Models (DeepSeek, etc.) and Statistical Process Control (SPC): A New Era of Intelligent Quality Management
- Simple SPC 2.0 released, with upgraded functions and optimized performance
- CPK and PPK: Essential Questions in Quality Interviews, Do You Truly Understand Them?
- How to Calculate Control Limits for Xbar-R and Xbar-S Control Charts in SPC Analysis and When to Use Each Chart
- Is SPC or Another Method Better for Determining Batch Consistency with Standards? A Recommended Analysis Approach
- Beyond SPC Control Charts: Lesser-Known but Effective Quality Analysis Tools
- SPC is the most accessible, effective, and performance-demonstrating analytical tool in the manufacturing industry.
- How to Quickly Identify Hidden Correlations Between Test Items Using the SPC System?